
熔模石膏型真空加壓鑄造技術 在大型復雜薄壁艙體鑄件上的應用
2017-03-19 by:CAE仿真在線 來源:互聯網
隨著裝備輕量化的加速發展,近十年來,為追求零部件的結構緊湊化,把原來由幾個機加鋁合金零件組裝而成的部件,改用一個整體鋁鑄件來代替的情況日益增多[1-2],大型復雜薄壁鋁合金鑄件的應用已成為一種趨勢。對于結構復雜(曲線型面、變壁厚、多筋多凸臺等)、加工難度大和高承壓能力的耐壓構件,從減少鑄件切削加工量、縮短制造周期、降低成本等出發,國外通常采用壓力鑄造、擠壓鑄造和熔模鑄造等技術成形,而采用熔模石膏型真空加壓鑄造技術實現鑄件的薄壁化澆注,可使鑄件晶粒細化,致密度提升,組織及性能均得到明顯改善[3-4]。
熔模石膏型真空增壓鑄造技術是專門針對航空航天裝備中常見的一類復雜、薄壁整體結合和高氣密性鑄件而開發的一種新技術。該技術集成了熔模石膏型工藝中尺寸精度高、表面粗糙度低、薄壁化程度低和真空增壓鑄造技術中合金充填性能好、縮孔縮松程度低、鑄件性能優良的優點,克服了傳統鑄造技術中尺寸穩定性不好、精度低、難以實現薄壁整體結合的缺點。目前熔模石膏型真空加壓鑄造技術已成功應用于航空航天鋁合金薄壁鑄件的工程化生產,不僅獲得十分優異的鑄件冶金品質,而且實現傳統鑄造技術難以企及的鑄件合格率,熔模石膏型真空加壓鑄造技術已經成為大型復雜薄壁鑄件鑄造的重要手段。
2 熔模石膏型真空加壓鑄造技術原理及其特性
2.1 熔模石膏型的技術優點
熔模石膏型是將傳統的熔模鑄造法和普通石膏造型法結合起來的一種造型方法,兼有兩者的優點,但也有其獨特的地方,其特點為:生產周期短,鑄件的精度高,表面質量好,且成本低,石膏鑄型殘余強度低,潰散性良好,利于鑄件清理,生產的鑄件具有尺寸精度高,表面粗糙度小和結構復雜等特點。
(1)尺寸精度高,表面粗糙度小
熔模石膏型真空加壓鑄造采用了尺寸精度、表面光滑的可溶性模,而獲得了無分型面的整體型殼,且避免了一般鑄造方法中的起模、下芯、合型等工序所帶來的尺寸誤差,鑄件的棱角清晰,尺寸精度可達CT4~CT6級,表面粗糙度可達Ra0.8~1.25μm。因此熔模石膏型真空加壓鑄造所生產的鑄件,已接近于零件的最終形狀,故可顯著減少鑄件的加工工作量,并節省金屬材料的消耗。
(2)適用于鑄造結構復雜的精密鑄件
熔模石膏型真空加壓鑄造可鑄造出結構復雜、精密,且難于用其它方法生產加工的鑄件,石膏漿料流動性和復制性良好,石膏導熱性差,有利于金屬液充填,其生產不受拔模的限制,可鑄造壁厚僅為0.5mm,鑄孔最小孔徑為1mm以下的小鑄件和薄壁件,還可鑄造重量大于1000kg,外形尺寸可達2000mm以上的大型鑄件。可將原來由許多零部件組合的部件進行整體鑄造,鑄件成品率高,可達90%以上。
2.2 真空加壓鑄造技術原理
真空加壓鑄造是在真空吸鑄、低壓鑄造及差壓鑄造的基礎上發展起來的一種反重力鑄造方法,是將真空澆注和加壓凝固融為一體復合而成的一種鑄造技術[5-6]。其機理有兩個方面:一是通過真空澆注的工藝條件,避免澆注和充型過程中的卷氣、窩氣,消除鑄件內部的侵入性氣孔和大幅減少鋁液表面氧化膜的產生,同時提供鋁液充型時平穩流動和避免氧化膜夾雜降低鑄件力學性能;二是通過對凝固中的鑄件施加外力(立體加壓的氣壓力),使凝固中的鑄件產生液相金屬的擠濾作用和已凝固的枝晶產生顯微變形,從而提高冒口的有效補縮能力,保證鑄件的致密性和強韌性;同時抑制鑄件凝固時氣泡的形成和增加氫氣體在固態合金中的溶解度,保證鑄件針孔度級別的優良,從而保障鑄件的氣密性和耐壓性。
真空加壓鑄造設備示意圖如圖1,其工藝過程如下。
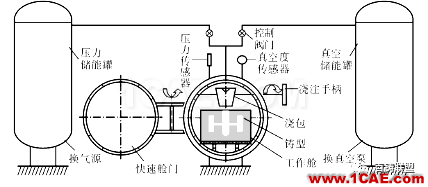
圖1 真空加壓鑄造設備原理示意圖
(1)鑄型和裝有金屬液的澆包安置在工作艙內,并快速關閉艙門,實現工作艙的密封。
(2)啟動設備,對工作艙抽真空,并在真空氣氛下完成鑄件的澆注、充型。
(3)對工作艙充壓,并保壓一段時間,使鑄件在外加壓力條件下凝固成形。
熔模石膏型真空加壓鑄造技術原理可歸納為一句話:真空澆注和加壓凝固。真空加壓鑄造工作艙的鑄型及金屬液環境壓力示意圖如圖2 所示(圖中壓力數值的零點以大氣壓力為準)。
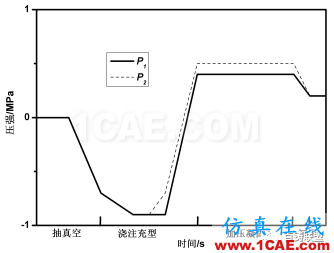
圖2 鑄型及金屬液環境壓力示意圖
2.3 真空加壓鑄造工藝特性及技術優點
(1)對金屬液流動性的影響
真空澆注與大氣壓下澆注相比,金屬液流表面張力降低、鑄型型腔氣阻小,金屬液流動性大幅提高,由圖3可知,提高1倍左右,十分有利于薄壁復雜鑄件的澆注充型,保障鑄件的順利成形。
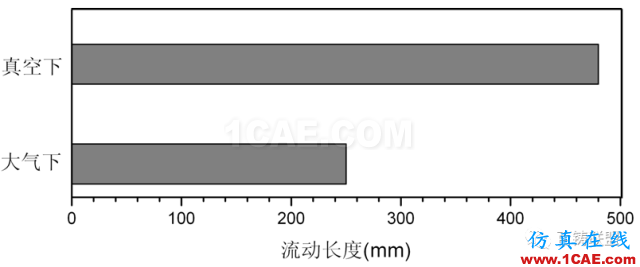
圖3 流動性比較(材料:ZL114A,試樣,同軸3R半圓蝸旋;型溫,200±10℃;澆注溫度,730±10 ℃)
(2)對力學性能的影響
彌散在鑄件內部的氧化膜夾雜微粒數量多少的差異,如圖4所示。大氣下澆注時,鑄件強度值波動大,而真空澆注時,強度值均在大氣下澆注時的上限;當應力值一定時,鑄件的疲勞壽命相差5~ 10倍。由此證明了真空澆注對改善鑄件強韌性和疲勞壽命的顯著效果。
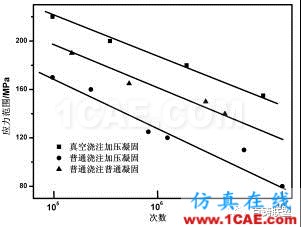
圖4 鑄件疲勞強度對比(材料,ZL114A;疲勞試驗,沖擊試驗)
(3)對鑄件縮松的影響
加壓凝固時, 由于外力對枝晶間間隔液相金屬的擠濾作用和使初凝枝晶發生顯微變形, 大幅提高了冒口的工藝補縮能力, 結果使鑄件內部縮松得到改善(見圖5);另外,還由于真空增壓鑄造法的加壓方式是“立體加壓”,不同于其他壓力鑄造“管道加壓”方式,勿需整體補縮通道,克服鑄件的縮松傾向效果明顯。
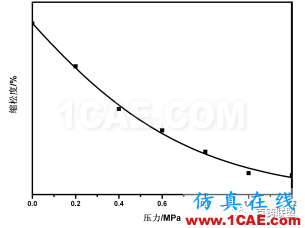
圖 5 加壓鑄造對棒狀鑄件縮松的影響(ZL114A,澆注溫度720~730℃)
(4)對鋁鑄件針孔的影響
在鋁鑄件的生產中,由于合金液中溶解的氫原子在鑄件凝固過程中析出氫氣,最終在鑄件內部形成針孔。針孔嚴重時鑄件常因氣密性和力學性能低下而報廢。
首先討論加壓凝固對合金液析出氫氣形成氫氣泡的影響。
氫氣泡形成的條件:
當增大“P外力”使PH≤P外時,就不能形成氫氣泡。
另外,從圖6 所示不同外壓下氣體在合金中的溶解度變化關系中可以看出,增加外壓可增加氣體在固相合金中的溶解度。

圖6 不同外壓下氣體在合金液中的溶解度示意圖
綜上所述,熔模石膏型真空加壓鑄造技術通過采用先進的技術原理,綜合并強化了各種反重力鑄造技術的優勢,為鑄件的薄壁化、復雜化和高品質化提供了更為有力的保障。
3 大型復雜薄壁艙體鑄件熔模石膏型真空加壓鑄造成形
3. 1 大型復雜薄壁艙體鑄件成形關鍵技術
針對大型、復雜、薄壁、整體鋁合金鑄件鑄造成形中共有的合金液充型困難、分散熱節縮孔和縮松嚴重、分散熱節和厚大部位針孔密集、變形及尺寸精度4大技術難點,就熔模石膏型真空加壓鑄造技術應用適宜性和相關技術進行討論。
(1)合金液充型問題
根據產品結構特點、技術要求和影響合金液充型的3大要素:型腔氣阻、合金液流表面氧化膜、鑄型溫度和導熱率的全面分析可知,采用真空澆注技術,再融入可熱模澆注、熱導率低的石膏型工藝及分散內澆道方案,即可使狹長、復雜型腔合金液充型困難的問題得到極大的改善。
(2)分散熱節的補縮問題
鑄件表面積大,平均壁厚小,且又有眾多的分散熱節,難以建立完整的順序凝固溫度場,分散熱節補縮困難,極易形成縮孔、縮松等缺陷。對此,利用真空加壓鑄造法的立體加壓,使鑄件凝固過程中各個部位均整體受壓,并設置相應的分散冒口等,便可有效地解決好對分散熱節的補縮。
(3)針孔問題
復雜鋁合金鑄件除幾何形狀復雜外,其復雜的含意還包括了鑄件的一些特殊功能要求( 如氣密性、耐壓性等) 。對一些有高氣密性要求的鋁合金鑄件,常因鑄件內部針孔嚴重、氣密性性能低下,造成大量或成批報廢。對此問題,在保證鋁合金熔煉質量充分除氣的情況下,在鑄件整個凝固過程中對其立體加壓,就可以充分保障鑄件針孔度級別的優良。
(4)變形及尺寸精度問題
因超大型的尺寸,使合型、下芯十分困難,而且更難以保證位置、形狀尺寸的精度。對此,可采用預制整體石膏型芯—帶石膏型芯的超大型熔模—外形石膏型的鑄型制備工藝。
3.2 大型復雜薄壁艙體鑄件成形工藝設計
3.2.1鑄件蠟樣成形
快速成形工藝主要用于大尺寸薄壁及復雜精密構件關鍵模具的快速成形,適用于成形難度大的復雜結構件及新產品的開發,在提高大型精密復雜模具制造質量、短時間內實現模具快速制造和修復、新產品新工藝試制等方面具有突出優勢[7]。采用快速成型工藝制備出形狀完整、輪廓飽滿、表面質量和內部質量優良的大型復雜薄壁鑄件蠟樣如圖7所示。

圖7 大型復雜薄壁鑄件蠟樣
3.2.2 澆冒系統的設計
對鑄件澆冒系統進行了初步設計,并通過MAGMASOFT軟件對鑄件鑄造充型、凝固過程中的溫度、速度、應力場及缺陷分布狀態進行了模擬(鑄件充型和凝固過程見圖8),進而對澆注系統進行優化改進,獲得了“多層過濾+多澆口短流程+凝固導向冷鐵+分散熱節補縮冒口”的鑄件澆冒系統,如圖9所示。
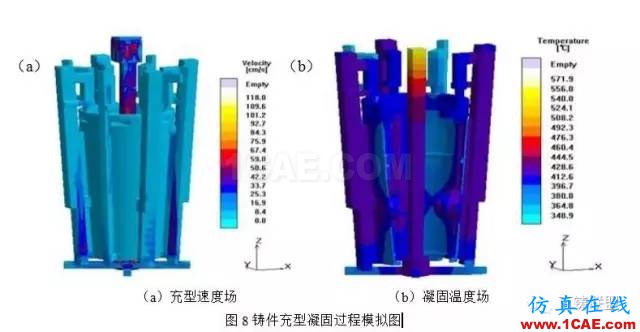
(a)充型速度場 (b)凝固溫度場
圖8鑄件充型凝固過程模擬圖

圖9 鑄件澆冒系統
3.2.3 鑄型制備工藝
由于鑄件三種艙體輪廓尺寸均較大,加上石膏傳熱慢的特點,焙燒階段爐膛熱量向鑄型內部傳遞困難,內外溫度的不同步導致型腔內外容易出現收縮率差異。鑄件所選用的鑄型材料為一種高強、收縮率穩定溫度區間長、抗裂能力強的新型材料。
鑄件鑄型在灌漿結束后自然干燥24h,隨后入爐進行干燥、脫蠟、焙燒,焙燒工藝曲線見圖10。各溫度梯度之間升溫時間均為1h,降溫為隨爐降溫。
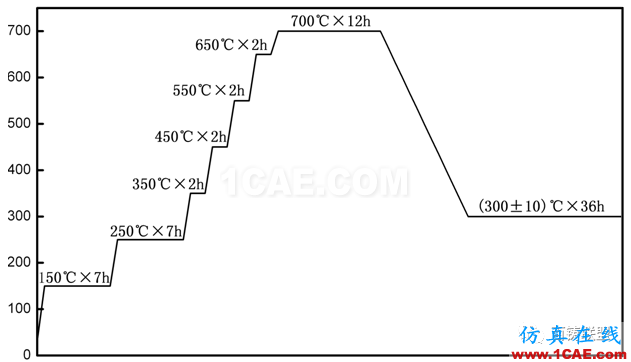
圖10 鑄件鑄型焙燒工藝曲線
3.2.4 真空加壓鑄造
為進一步保證鑄件薄壁結構的順利成形和厚大部位分散熱節的充分補縮,同時,減少多澆道澆注系統的二次氧化和型腔反壓,鑄件澆注采用真空澆注、加壓凝固工藝,試驗確定的真空加壓鑄造主要工藝參數見表1。
表1 鑄件真空加壓鑄造主要工藝參數
|
鑄型溫度(℃) |
澆注真空度(MPa) |
澆注溫度(℃) |
加壓壓力(MPa) |
保壓時間(min) |
|
350±10 |
-0.04~-0.08 |
760±10 |
0.8~1.2 |
4~5 |
鑄件的真空加壓鑄造過程中澆注速度、工作壓力(真空度)、鋁液溫度隨時間變化的工藝曲線,如圖11所示。
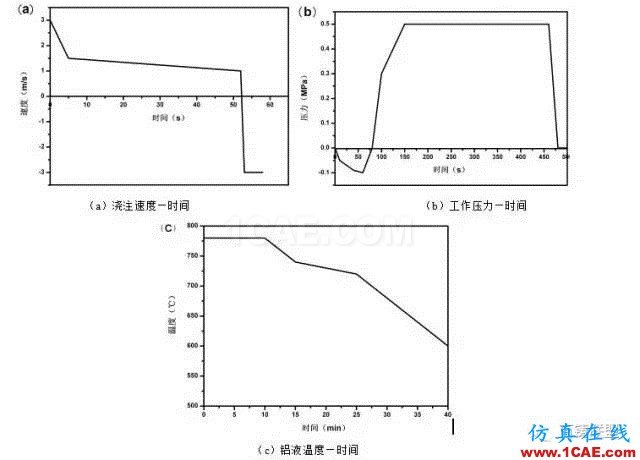
圖11 鑄件真空加壓鑄造工藝曲線
3.2.5 熱處理工藝
為解決鑄件大型薄壁殼體結構剛性差,常規熱處理工藝鑄件變形嚴重、校正困難的問題,采用“室溫裝爐—緩慢階梯升溫—上限長時保溫—下限短時保溫—熱水水淬”的工藝進行鑄件防變形固溶熱處理,將鑄件固溶處理變形量控制在±2mm以內,從而大大減小了鑄件的校正變形量,保證了校正的安全順利開展。試驗確定的鑄件熱處理規范見圖12。
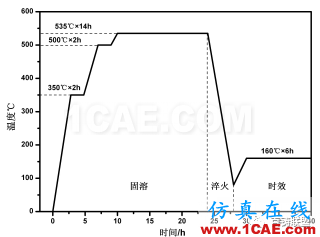
圖12 鑄件熱處理工藝
4 結束語
采用熔模石膏型真空加壓鑄造技術能夠鑄造出力學性能好、致密度比較高的鋁合金和鎂合金等大型復雜薄壁鑄件。但在鑄件組織致密性、尺寸精度和檢測技術以及鑄造工藝優化等方面,還需不斷研究提高,針對熔模石膏型真空加壓鑄造技術尚需進行的工作有以下幾點:
(1)對熔模石膏型真空加壓鑄造技術的工藝特性參數進行系統的試驗分析,建立應用 CAE所必需的真空加壓鑄造的合金熱物性參數、凝固補縮特性參數的數據庫。
(2)對熔模石膏型真空加壓鑄造設備的自動化、機械化、系列化進行系統的工程實驗研究,使設備在工程化應用上更趨完善。
(3)對鑄件的熱處理規程進行系統的研究,建立鑄件的熱處理工藝數據庫,便于采用變形最小的熱處理規程。熱處理后的鑄件應采取振動時效處理等措施進一步釋放其內應力,有利于適量機加精度的保證和尺寸穩定性的保持。
參考文獻:
[1] 田錫惠. 導彈結構、材料、強度[M] . 北京:宇航出版社,1996.
[2] 魚雷力學編寫組. 魚雷力學[M] . 北京:國防工業出版社,1992.
[3] 蘇志權,孟照亮,孫昌建. 熔模石膏型真空加壓鑄造技術及其應用前景[J].四川兵工學報,2004,4: 16-19.
[4] 李新亞. 鑄造行業國內外生產技術現狀及發展方向[J].鑄造,1999(增刊): 3-11.
[5] 柳百成. 鑄造工程的模擬仿真與質量控制[M] . 北京:機械工業出版社,2001.
[6] 孫昌建,舒大禹,王元慶,蘇志權. 大型復雜薄壁鋁合金鑄件的熔模石膏型真空加壓鑄造技術[J] .鑄造技術,2008,29(2):232-235.
[7] 畢鑒智,曲萬春,祝強,等. 差壓鑄造的應用與發展[J] .鑄造技術,2000,2: 16-18.
本文來源于網絡,文章中的觀點歸原作者所有,不代表本公眾號。若侵權,請聯系后臺聯系我們刪除.
相關標簽搜索:熔模石膏型真空加壓鑄造技術 在大型復雜薄壁艙體鑄件上的應用 Ansys有限元培訓 Ansys workbench培訓 ansys視頻教程 ansys workbench教程 ansys APDL經典教程 ansys資料下載 ansys技術咨詢 ansys基礎知識 ansys代做 Fluent、CFX流體分析 HFSS電磁分析 Abaqus培訓




