老板再也不用為熔接線問題煩惱了?一招讓它無處遁形!
2016-11-30 by:CAE仿真在線 來源:互聯網
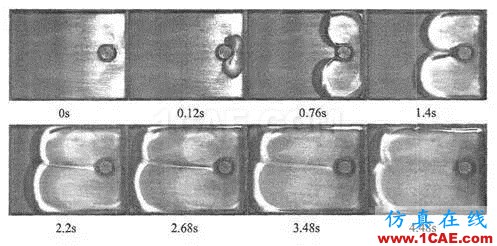
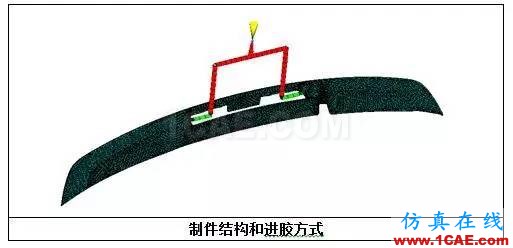
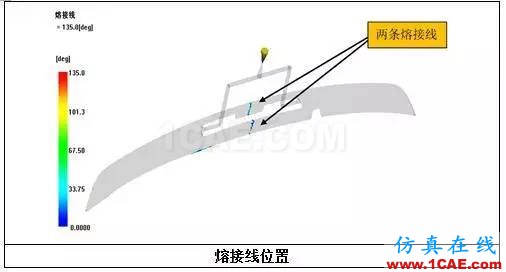
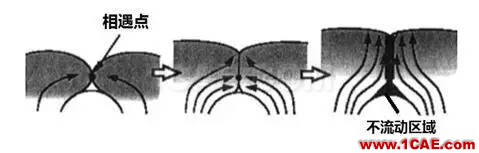
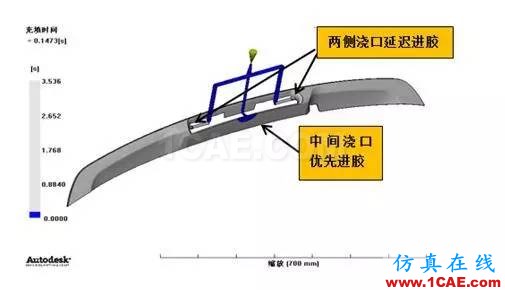
又出現熔接線了,啊啊啊!!! 注射成型過程中,采用多澆口或制品上存在孔洞、嵌件以及制品厚度尺寸變化較大時,塑料熔體在模具內會發生兩個方向以上的流動,當兩股熔體相遇時,就會在制品中形成熔接線。熔接線屬制品上的薄弱區,不但影響制品外觀更引起力學性能下降,令設計師非常頭痛。制件選擇塑可麗TM材質,進膠方式采用兩點熱流道轉側澆口進膠,兩個澆口同時進膠。由于制件中心有孔類結構,采用兩點進膠,利用Moldflow分析發現在孔周圍產生兩條熔接線。兩個澆口同時開啟后,由于中間的孔洞結構必然產生兩條熔接線!根據熔接線產生機制,可以采用改變澆口位置,進而改變熔體流動方向,避免熔體匯合來解決。如果熔體匯合無法避免,則可以通過調整熔體匯合角度來提高熔接線的品質。調整匯合角度一般可以通過修改匯合區域的壁厚,增加溢料井來解決。熔體相遇時,熔接角度越大,熔體熔接品質越好,當熔接角度達到120°~150°時,熔接線消失。熔體流動前沿為噴泉流,在兩股熔體相遇位置會導致聚合物分子沿厚度方向取向,降低制件的強度。兩股熔體第一次相遇后,相遇點的前和后流動完全不同,相遇點后面的熔體將停止流動,而前面的熔體將隨著充填過程繼續流動,流動方向也逐漸改變為充填方向。在相遇點后的不流動區域,分子沿厚度方向的取向被凍結;在相遇點前的區域,由于熔體流動,聚合物分子沿厚度方向取向較弱,而且分子有較強的解取向能力。熔接角增大時,一方面不流動區域減少,另一方面兩股相向的熔體很快地變成流向相同,因此熔接線品質會提升。針對上述案例汽車飾板上的熔接線問題,現場通過調整工藝無法徹底改善表面熔接線,考慮更改模具結構:在制件開孔中間位置增加一個澆口,兩側澆口改為延遲進膠。利用Moldflow進行分析,發現熔接線確實消除了一條。
注射成型過程中,采用多澆口或制品上存在孔洞、嵌件以及制品厚度尺寸變化較大時,塑料熔體在模具內會發生兩個方向以上的流動,當兩股熔體相遇時,就會在制品中形成熔接線。熔接線屬制品上的薄弱區,不但影響制品外觀更引起力學性能下降,令設計師非常頭痛。制件選擇塑可麗TM材質,進膠方式采用兩點熱流道轉側澆口進膠,兩個澆口同時進膠。由于制件中心有孔類結構,采用兩點進膠,利用Moldflow分析發現在孔周圍產生兩條熔接線。兩個澆口同時開啟后,由于中間的孔洞結構必然產生兩條熔接線!根據熔接線產生機制,可以采用改變澆口位置,進而改變熔體流動方向,避免熔體匯合來解決。如果熔體匯合無法避免,則可以通過調整熔體匯合角度來提高熔接線的品質。調整匯合角度一般可以通過修改匯合區域的壁厚,增加溢料井來解決。熔體相遇時,熔接角度越大,熔體熔接品質越好,當熔接角度達到120°~150°時,熔接線消失。熔體流動前沿為噴泉流,在兩股熔體相遇位置會導致聚合物分子沿厚度方向取向,降低制件的強度。兩股熔體第一次相遇后,相遇點的前和后流動完全不同,相遇點后面的熔體將停止流動,而前面的熔體將隨著充填過程繼續流動,流動方向也逐漸改變為充填方向。在相遇點后的不流動區域,分子沿厚度方向的取向被凍結;在相遇點前的區域,由于熔體流動,聚合物分子沿厚度方向取向較弱,而且分子有較強的解取向能力。熔接角增大時,一方面不流動區域減少,另一方面兩股相向的熔體很快地變成流向相同,因此熔接線品質會提升。針對上述案例汽車飾板上的熔接線問題,現場通過調整工藝無法徹底改善表面熔接線,考慮更改模具結構:在制件開孔中間位置增加一個澆口,兩側澆口改為延遲進膠。利用Moldflow進行分析,發現熔接線確實消除了一條。
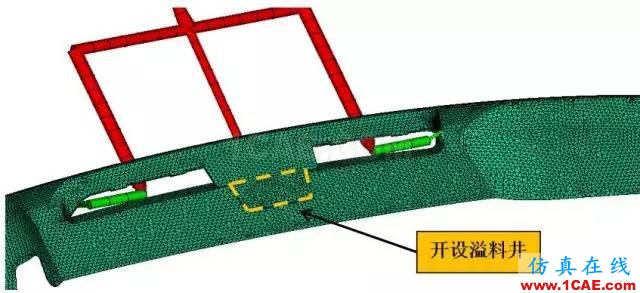
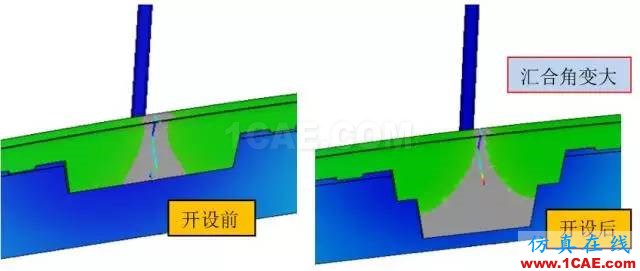
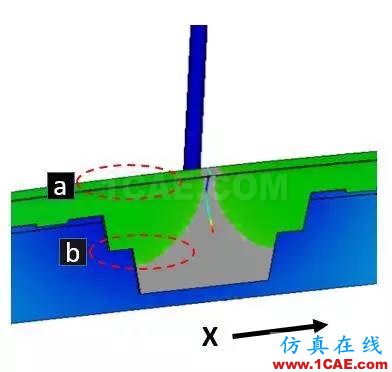
增加澆口后熔接線只剩一條,這條熔接線不能通過改變澆口位置來解決,因此從增大熔接角的思路出發,在熔接線位置處開設溢料井。Moldflow分析發現熔體前沿匯合角度變大,匯合角度越大,熔體熔接品質越好,開設溢料井達到了改善熔接線的目標。如下圖所示,開設溢料井后,b區域容積增大,熔體沿X方向流動速度減小,而a區域熔體速度變化不大,因此造成a、b區域的速度差值變大,進而增大了熔體匯合角度,起到改善熔接線的目的。該案例利用“少產生+大熔接角”的組合方法,有效解決熔接線問題,提升制品品質!利用Moldflow軟件對注塑成型中對熔體前沿位置的預測,驗證了解決熔接線問題的思路。通過增加澆口改變熔體流動方向,開設溢料井增大熔接角,熔接線被消除或優化,注塑制件的品質得到提升。
開放分享:優質有限元技術文章,助你自學成才
相關標簽搜索:老板再也不用為熔接線問題煩惱了?一招讓它無處遁形! Moldflow分析培訓 Moldflow課程培訓 Moldflow注塑分析的塑膠制品應用 Moldflow視頻 Moldflow技術教程 Moldflow資料下載 Moldflow分析理論 Moldflow軟件下載 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓
編輯