
Dynaform:汽車覆蓋件沖壓成形的多因素耦合數值模擬研究
2017-01-04 by:CAE仿真在線 來源:互聯網
摘要:使用UG三維CAD軟件對汽車覆蓋件零件進行三維建模,并轉換到DYNAFORM中建立了零件的有限元模型;通過模擬計算分析,討論了拉延筋幾何參數、坯料尺寸、壓邊力、材料參數等多種因素對零件成形的影響,解決了模具設計、沖壓工藝和選材問題。關鍵詞:沖壓成形,數值模擬,拉延筋,壓邊力,材料參數
1 引言
汽車覆蓋件因為其獨特的特點決定了汽車整車開發周期,成形模具設計制造依靠設計者的經驗和反復試模的傳統設計方法已經不能滿足市場發展的要求了。CAD/CAE/CAM一體化系統已經成為國內外汽車公司設計和制造新產品制勝的法寶,這一技術的采用,保守估計,可以使模具設計與制造周期縮短2/5,模具生產成本降低1/3,進而大大降低整車成本,增強市場的競爭力[1]。目前板材成形有限元仿真技術廣泛應用于汽車和鋼鐵工業等諸多領域,為模具設計、沖壓工藝的制定、沖壓零件的科學選材等起到了積極作用。
本文采用顯式動力有限元軟件DYNAFORM對汽車側圍外板進行有限元分析,對拉延筋幾何參數、坯料尺寸、沖壓工藝、材料參數(

2 研究方法
2.1 三維幾何模型及有限元模型建立
在復雜型面的板料沖壓仿真分析過程中,幾何模型建立的工作量占總的模擬過程工作量的很大比例,并且幾何模型建立的質量直接影響模擬結果的準確度。側圍外板零件尺寸較大,幾何型面非常復雜,多為復雜的空間自由曲面,無法用解析形式表述,只能用參數曲面來表示。eta/DYNAFORM的前處理功能根本不能滿足建模的需要,所以使用大型三維造型軟件UG進行幾何模型的建立,如圖1所示即為UG建立的幾何模型。在建立幾何模型時,要同時考慮沖壓方向,工藝補充面及壓料面的添加。

圖1 UG建立的零件模型

圖2 模具和板料的有限元模型
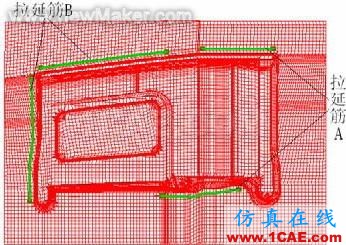
圖3 拉延筋位置設置
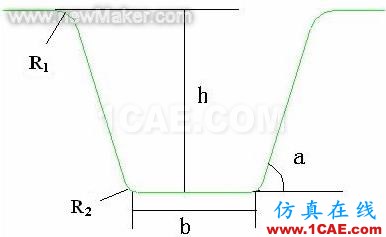
圖4 拉延筋截面形狀
由于冷軋鋼板都具有明顯的各向異性,根據Hill各向異性彈塑性模型的屈服準則,選擇DYNAFORM中可以設置各向異性參數的36號三參數彈塑性材料模型[2],其等效應力-應變關系[1、2]:

表1 材料性能參數

由于沖壓過程的影響因素較復雜,筆者重點考慮了拉延筋幾何參數、坯料尺寸、壓邊力、材料參數(
表2 拉延筋幾何參數計算方案

表3 各影響因素的計算方案

3.1 拉延筋幾何參數對拉延阻力的影響
對于大型復雜形狀零件的沖壓成形,為了保證尺寸、形狀精度及足夠的剛性要求一般采用對毛坯施加適當的附加拉力的成形方法,以增加板料中的拉應力、控制材料的流動、避免起皺,拉延筋是實現這種要求的有效手段。通過設置拉延筋,①能方便有效地實現對材料流動的控制。②增加進料阻力,使拉深部位的坯料承受足夠的拉應力,提高拉深件的剛度和減少由于回彈而產生的扭曲、松弛、波紋及收縮等缺陷;③靠壓料面和拉延筋來控制各處的壓邊力,可以擴大壓邊力的調節范圍;④降低對壓料面制造精度的要求。同時,由于拉延筋的存在增加了壓邊圈與凹模壓料面間的間隙,使壓料面的磨損減少,從而提高了它的使用壽命。通過模擬分析,找出各參數與拉延阻力之間的關系,各參數對拉延阻力的影響見圖5,從圖中可以看出隨著筋高h的增大,拉延阻力增大,隨著筋寬b的增大,拉延抗力減小。拉延筋各幾何參數中對拉延阻力影響最大的是圓角R2,然后依次是圓角R1,筋高h,筋寬b。并且圓角R2對拉延阻力的影響是幾倍甚至十幾倍,所以如果想在大范圍內調整拉延阻力,就可以通過調整圓角R2的大小來實現。筋寬b對拉延阻力的影響最小,并且對拉延阻力的影響不大,如果要在小范圍內調整拉延阻力的大小,可以通過調整這個參數來實現。
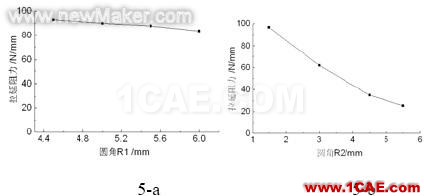
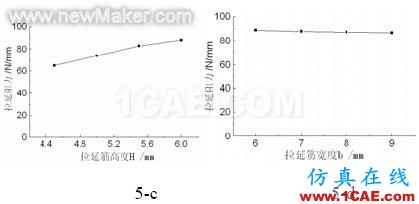
圖5 拉延筋幾何參數對拉延阻力的影響
3.2 板料毛坯形狀的優化及對成形的影響
在覆蓋件成形過程中,坯料的形狀和尺寸對成形影響非常大,合理的毛坯形狀對拉延成形工藝具有重要意義。圖6為板料毛坯優化之前的模擬結果,從圖中可以看到,在1、2號部位零件已經開裂,此處是局部壓制深度較大的鼓包,材料由于難以得到其他部位材料的補充而容易破裂。解決這一問題的有效辦法就是在坯料的適當部位開工藝切口,使易于破裂的區域能夠從相鄰的其它部位得到材料補充。3號部位板料多余部分太多,不利于材料流動,必須進行適當的減除。
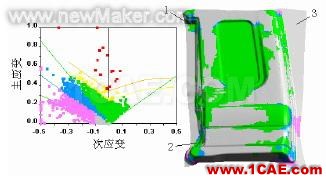
圖6 板料毛坯優化之前模擬結果
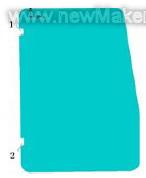
圖7 優化后的板料毛坯
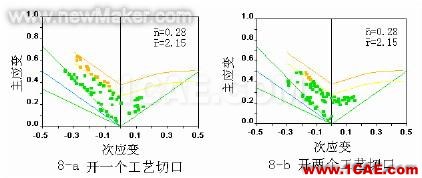
圖8 優化板料后的模擬結果
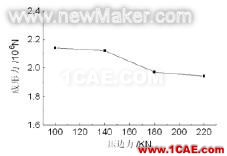
不改變其他工藝參數以及板料性能參數,分別設置壓邊力為100KN、140KN、180KN、220KN進行數值模擬,圖9和圖10是壓邊力對板料成形的厚度減薄率、成形力的影響。可以看出,隨著壓邊力的增大,板料厚度的減薄率增大。隨著壓邊力的增大,成形力逐漸減小。綜合幾個參數,認為在此工藝參數條件下,壓邊力為180KN時比較適合成形。
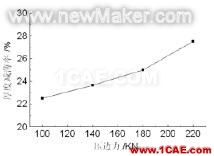
圖9 壓邊力對板料減薄率的影響 圖10 壓邊力對成形力的影響
用上述工藝條件下的拉延筋方式,壓邊力為180KN,改變材料性能參數
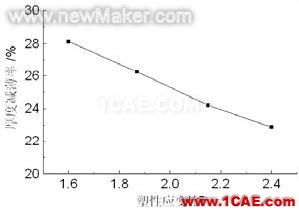
圖10 r對板厚度減薄率的影響
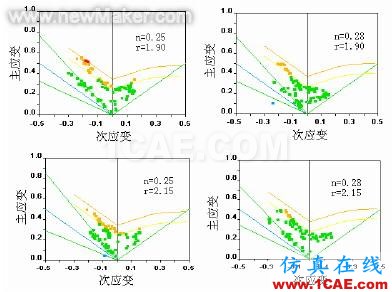
圖11 材料性能參數
值對成形的影響
應用ASAME應變測試分析系統對該零件進行實際測試,將有限元分析結果與實際測試結果進行比較,以檢驗仿真計算的準確性,結果見表3。實際沖壓零件在2號部位的應變分布圖見圖7,仿真計算的應變分布圖見圖8。結果表明,仿真計算結果與實際應變測試結果相符,兩者吻合的較好,說明仿真分析過程中的建模、有限元前處理以及邊界條件、工藝參數的確定是合適的。

4 結論
(1)拉延筋幾何參數中的圓角R2對拉延阻力影響最大,拉延筋寬度對拉延阻力影響最小。本文設計的等效拉延筋阻力可以較好地控制材料的流動,并且選擇壓邊力為180KN能夠順利成形。
(2)通過模擬計算,確定了比較合適的板料毛坯形狀尺寸,在原始板料上切兩個工藝缺口更有利于零件成形。
(3)根據計算結果,滿足零件順利成形的最佳材料性能參數為:n≥0.25, r≥2.15。
[參考文獻]
[1] 徐丙坤,施法中,陳中奎,板料沖壓成形數值模擬中的幾個關鍵問題[J].塑性工程學報,2001,8(2):32-35
[2] 鐘志華,李光耀.薄板沖壓成型過程的計算機仿真與應用.北京:北京理工大學出版社,1998.3-20.
[2] LS-DYNA Keyword user’s Manual. Nonlinear Dynamic Analysis of Structures[Z]. Livermore Software Technology Corporation, USA,1999.
開放分享:優質有限元技術文章,助你自學成才
相關標簽搜索:Dynaform:汽車覆蓋件沖壓成形的多因素耦合數值模擬研究 Dynaform鈑金分析培訓 Dynaform汽車模具仿真分析培訓 Dynaform技術教程 Dynaform資料下載 Dynaform分析理論 Dynaform軟件下載 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 Autoform培訓 有限元培訓
編輯




