
汽車扭梁成形DYNAFORM仿真研究
2016-10-04 by:CAE仿真在線 來源:互聯網

隨著中國成為世界上第二大汽車生產國,對汽車模具行業進一步發展提出了新的挑戰。整車中約60%~70%零部件屬于沖壓成形件,如駕駛室、車身、發動機和底盤的表面零部件,為提高成形效率保證成品率,對沖壓工藝設計提出了更高要求。傳統工藝設計方法采用“試錯法”,該種方法容易造成巨大的資源浪費,較長的設計周期,已不能適合新時期的要求。
近年來,隨著計算機技術、有限元仿真技術的不斷發展,利用CAE技術進行沖壓成形工藝設計的有限元數值分析,節約了大量資源,提高了工藝設計效率,對傳統工藝設計方法起到了很好的補充效果。
汽車內支撐件后扭梁屬于典型梁類沖壓件,在成形過程中容易發生起皺、回彈、拉裂及較薄等表面缺陷,影響使用性能。為提高后扭梁沖壓成形成品率,本文借助Dynaform軟件對其沖壓成形過程進行有限元數值分析,獲得較為合理工藝設計參數,為企業生產提供指導作用。
后扭梁簡介
如圖1所示,為天津某模具公司的汽車底盤后扭梁模型,該模型包括后扭梁上部和下部零件,均為沖壓件,并通過CO2氣體保護焊將后扭梁上下部連接到一起。


圖1汽車后扭梁模型
汽車后扭梁是汽車的重要組成部分,需大批量生產,零件采用常用3mm厚B280VK鋼板,該種材料沖壓性能良好,適于沖壓批量生產,這樣不僅能提高生產效率,降低成本,還能夠有效保證零件精度與互換性。本文有限元模擬采用Barlat’s-3 parameter Plasticity Model材料模型,該模型適用于任何薄板金屬成形分析,相關輸入參數如表1所示,應力應變曲線如圖2所示,材料參數很大程度上決定有限元模擬精度,因在進行有限元仿真模擬前一般要進行相關實驗或查詢工程材料手冊獲得較為準確材料參數。

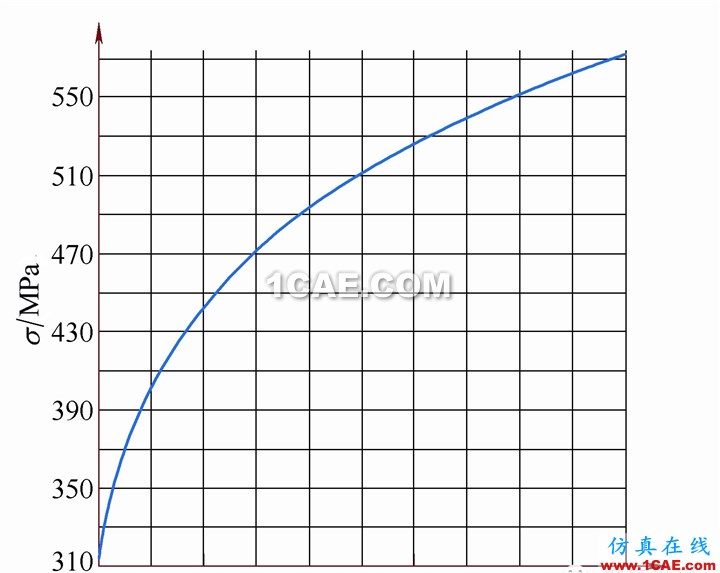 圖2 B280VK材料應力應變曲線
圖2 B280VK材料應力應變曲線
后扭梁沖壓成形仿真分析
(1)有限元模型 對零件沖壓成形進行計算機仿真,主要包括兩個步驟:第一,利用CAD軟件建立零件幾何模型。第二,將幾何模型導入Dynaform有限元軟件,建立有限元模型,進行有限元前處理、有限元求解和仿真結果分析。本文僅對后扭梁下部進行有限元分析。
扭轉梁下部零件是利用CATIA軟件建立幾何模型,并通過IGES格式輸出,導入到Dynaform中,將模型形面當做沖壓模擬中的凹模,劃分網格,然后通過網格偏移生成沖壓凸模和壓邊圈模型,如圖3所示。

圖3有限元模型
(2)邊界條件 接觸設置:毛坯和模具各個部分間靜摩擦系數0.125,滑動摩擦系數取0.1,粘性阻尼系數取20。工藝參數設置:在成形分析過程中使用的工藝參數,有些需符合實際情況;有些為適應分析,需進行相應調整。對于沖壓速度,如選擇實際值,需較長計算時間,因此在顯示求解有限元分析中,采用虛擬沖壓速度,同時考慮到人工動態效應,通常沖壓速度最大值2000~5000mm/s。本研究采用單動拉延成形,即壓邊階段和沖壓階段。首先凹模和壓邊圈閉合,凹模速度2000mm/s;然后凹模帶動壓邊圈完成拉延過程,凹模速度取5000mm/s,壓邊力200kN。
(3)結果分析 完成上述設置后,驗證模型運動正確性后,即可利用LS-dyna求解器對當前任務進行求解計算。當計算完成后,進入ETA/Post-Processor后處理軟件對仿真結果進行分析和評價。圖4、圖5分別為沖壓模擬后板料的成形極限圖、厚度分布圖。由圖4可知,沖壓仿真結果不符合質量要求,不僅局部區域存在破裂危險,且大部分區域沖壓不完全,存在起皺現象;由圖5可知紅色區域厚度約為2.078mm,表面此處減薄率為30.7%,藍色區域厚度為4.969mm,增厚率約為65.6%,而一般認為在成形部分增厚不超過1%,減薄不超過30%,都是可以接受的。通過以上分析可知,該種工藝設計方案不能進行生產加工。

圖4成形極限圖

圖5厚度分布
改進方案
為解決單工序沖壓不能獲得較為理想的沖壓效果與經濟效益,建議采取第二套方案進行分析,即采用2工序沖壓成形,如圖6所示。工序1將坯料拉伸成V形截面形狀,工序2將工件拉延成最后零件形狀。

圖6沖壓工序
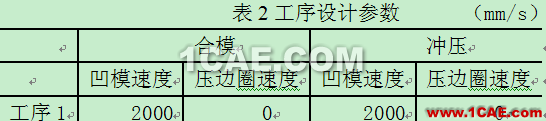
(1)邊界條件 接觸設置與上述參數相同。采用2工序單動拉延成形,即第1工序將坯料拉延成V形,第2工序將工件拉延成最終形狀,每一工序均包含壓邊階段和沖壓階段參數設置如表2所示,凹模運動方向為正。
(2)結果分析 經LS-dyna求解后,進入ETA/Post-Processor后處理軟件對仿真結果進行分析和評價。圖7、8為工序1完成時的成形極限圖、厚度分布圖。由圖7可知,當工序1完成時,工件沒有發生折皺、拉裂等表面損傷;由圖8可知,紅色區域厚度約為2.570mm,表面此處減薄率為14.3%,藍色區域厚度為3.006mm,增厚率約為0.2%。由此可知,經工序1拉延后,半成品工件沒有發生損傷,可繼續進行工序2拉延。

圖7工序1成形極限
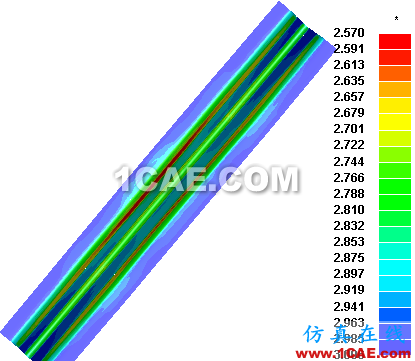
圖8 工序1厚度分布
圖9、圖10為工序2完成時成形極限圖、厚度分布圖。由圖9可知,當工序2完成時,工件沒有發生折皺、拉裂等表面損傷;由圖10可知,紅色區域厚度約為2.505mm,表面此處減薄率為16.5%,藍色區域厚度為3.010mm,增厚率約為0.3%。由此可知,經工序2拉延后,后扭梁成品表面質量好,可用于后扭梁批量沖壓生產活動。

圖9 工序2成形極限圖
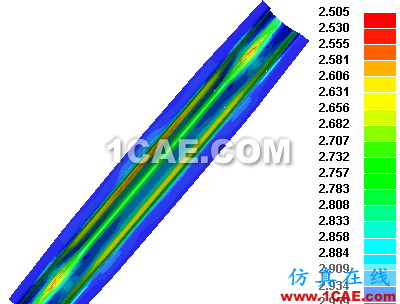
圖10工序2厚度分布
文中提出的后扭梁沖壓成形改進方案,雖增加了一個工序,但沖壓成形效果明顯高于改進前,說明可以通過有限元分析可快速探尋較為合理的工藝設計方案,為企業節約資源、提高效率,迅速響應市場需求。
結語
(1)利用Dynaform軟件模擬后扭梁的沖壓成形過程,能夠直觀了解成形過程,觀察沖壓過程工件折皺、拉裂等表面缺陷,縮短模具設計周期。
(2)通過有限元分析,汽車后扭梁沖壓需采用2工序較為合理,可避免沖壓過程出現折皺、拉裂等缺陷。
相關標簽搜索:汽車扭梁成形DYNAFORM仿真研究 Dynaform鈑金分析培訓 Dynaform汽車模具仿真分析培訓 Dynaform技術教程 Dynaform資料下載 Dynaform分析理論 Dynaform軟件下載 Fluent、CFX流體分析 HFSS電磁分析 Ansys培訓 Abaqus培訓 Autoform培訓 有限元培訓




